

摘要:线切割和电火花是两种常见的工艺技术,它们在加工方式和特点上有所区别。线切割采用线性切割方式,适用于精密加工,具有高精度、高表面质量等优点,适用于切割金属、塑料等材料。而电火花则是一种利用电极与工件间放电产生的高温来熔化材料并达到加工目的的技术,适用于复杂形状和特殊材料的加工。两者各有优势,选择何种工艺取决于具体的应用需求和加工材料。
本文目录导读:
线切割和电火花是两种广泛应用于制造业的工艺技术,它们在金属加工行业中扮演着重要角色,用于切割、成形和加工各种材料,尽管这两种技术有许多相似之处,但它们之间存在明显的区别,本文将详细介绍线切割和电火花的特点、原理、应用以及优势与劣势,以帮助读者更好地理解这两种工艺技术的差异。
线切割
1、定义与原理
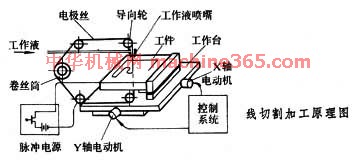
线切割,又称为线切割加工,是一种电加工技术,利用细金属丝作为电极,通过通电产生电弧或放电现象,对工件进行切割、打孔或成形,线切割技术广泛应用于各种导电材料的精密加工。
2、特点
(1)高精度:线切割技术可以实现高精度加工,切割缝细、光滑。
(2)适用范围广:适用于各种导电材料的加工,包括金属、合金等。
(3)灵活性高:可以加工复杂形状的零件,如曲线、圆弧等。
3、应用领域
线切割技术广泛应用于汽车、航空、模具、电子等行业,用于加工精密零件、模具、导片等。
4、优势与劣势
优势:高精度加工、广泛适用于各种材料、加工灵活。
劣势:设备成本较高、加工速度较慢、对操作技术要求较高。
电火花
1、定义与原理
电火花是一种利用电火花放电技术进行加工的方法,通过电极与工件之间的放电现象,将电能转化为热能,对金属材料进行熔化和蚀除,从而实现加工目的,电火花技术适用于各种导电材料的精密加工。
2、特点
(1)加工精度高:电火花加工可以实现较高的精度和表面质量。
(2)适用于硬、脆性材料:电火花加工不依赖于机械能,因此可以加工高硬度、脆性材料。
(3)模具制造优势明显:适用于复杂形状模具的加工,如型腔模具、冲压模具等。
3、应用领域
电火花技术广泛应用于模具制造、航空航天、医疗器械等行业,特别适用于加工具有复杂形状的金属零件。
4、优势与劣势
优势:高精度加工、适用于各种材料、特别适用于硬、脆性材料和复杂形状零件的加工。
劣势:设备成本较高、加工速度受材料、工艺参数等因素影响。

线切割与电火花的区别
1、加工方式:线切割主要利用细金属丝作为电极,通过电弧或放电现象进行加工;而电火花则通过电极与工件之间的放电现象进行加工。
2、应用领域:线切割广泛应用于汽车、航空、模具等行业,主要用于精密零件、模具的加工;而电火花则更广泛应用于模具制造、航空航天等行业,特别适用于复杂形状零件和硬、脆性材料的加工。
3、精度与速度:线切割和电火花都可以实现高精度加工,但线切割的加工速度较慢,而电火花的加工速度受材料、工艺参数等因素影响。
4、设备成本与操作技术:线切割和电火花的设备成本都较高,但对操作技术的要求有所不同,线切割需要操作者熟悉电弧或放电现象的控制,而电火花则需要操作者熟悉电极与工件之间的放电过程。
线切割和电火花都是金属加工行业中重要的工艺技术,具有广泛的应用领域,虽然它们在许多方面存在相似之处,但在加工方式、应用领域、精度与速度以及设备成本与操作技术等方面存在明显的区别,选择哪种工艺技术取决于具体的加工需求和材料特性。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...